
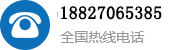




自动上料光纤激光切管机
来源:未知 日期:2023-01-09 阅读()

| 序号 | 组成部分名称 | 各组成部分的简述 |
|
1 |
主要组成部分 |
1:机床2:激光器 3:切割头 4:冷水机组5:龙门机构 6:控制软件7:伺服电机8:驱动器 9:减速机 10:传动机构 11:气路12:油路 13:水路 14:电路 15:电脑控制 16:精密机械件 17:管材自动上料系统集成而成。 |
| 2 | 激光发生器 | 采用国内顶级品牌锐科光纤激光器,主导激光能量的产生。 |
| 3 | 光标定位指示 | 采用红光准直仪对材料切割范围的精准定位。 |
| 4 | 光路传输 | 采用芯径50μm-100μm的光纤进行激光能量的传输。 |
| 5 | 水冷机组 | 采用激光专用双温双控冷水机组,保证激光器切割头核心部位的恒温运行。 |
| 6 | 激光切割头 | 采用高速专用管材切割头,具备自我拒绝导电物体的碰撞,体积小,重量轻,光学模式好。 |
| 7 | 自动跟踪器 | 采用自动跟随调高器,保证切割头根据材料水平凹凸面的变化而自我调整所需高度。 |
|
8 |
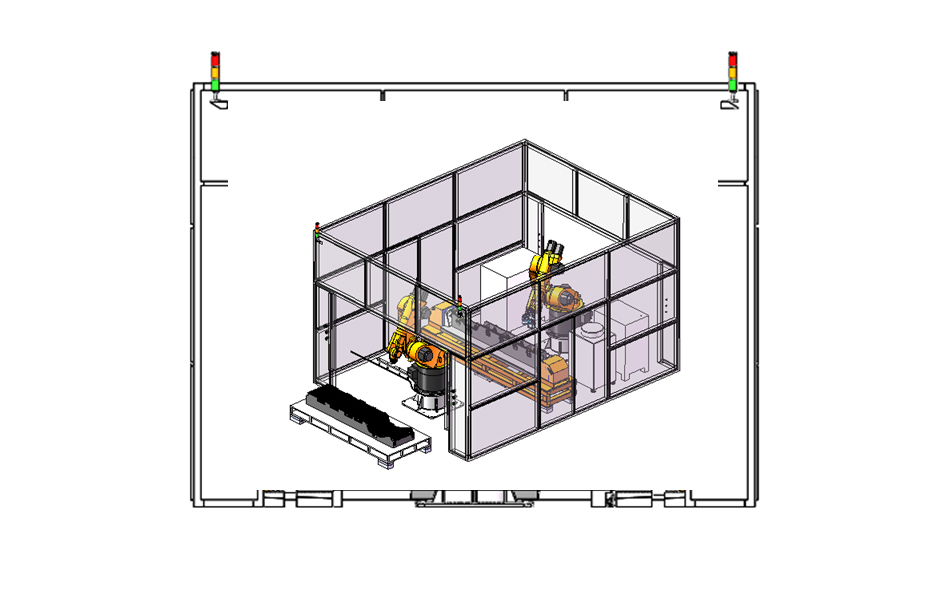
机床主体 |
采用结构动态原理和有限元法的变量化分析技术设计的机床底座拥有静态特性。机床底座结构采用Q235B及45#钢板整体焊接而成、按国际机床标准严格执行(退火)二次时效(热处理+自然时效72小时)处理、意大利进口大型OEM高精密龙门铣床一次性加工成型,这些设计和加工手段确保机床具有优良的抗震性、高钢性和稳定性。 |
| 9 | 传动系统 | 采用6H级别直线导轨及5级研磨斜齿式齿轮齿条,斜齿式加大齿轮与齿条的咬合面,精度强度级别保证机械运行精密度及耐磨性。 |
| 10 | 气路 | 采用气体控制阀及电磁比例阀 实现压缩空气、氧气、氮气各种气体流量流速的控制。 |
| 11 | 排渣系统 | 采用滑动式料车,对切割时的废渣料进行统一收集。 |
| 12 | 抽尘系统 | 采用定向抽尘机构,实现切割区域产生的烟雾粉尘实时抽取,保证抽尘效果,如有必要,可增加烟雾净化器来对烟雾粉尘的净化处理,可达到法定环保标准。 |
| 13 | 管材夹持系统 | 采用专业定制高精密型包覆式夹持系统,可有效解决细小管材及管材变形过大,无法稳固夹持及夹持变形,而导致无法保证产品切割精度的问题。 |
|
14 |
控制系统 |
|
|
15 |
电控单元 |
采用模块集成式电器电路系统,同时配备专用干燥器系统,可实现设备整体电器 电路等主要元器件的管理维护,提高设备整体的使用寿命及稳定运行;实现了机电一体化管理,解决了管线外漏,降低事故率及无需依赖供方来人拆机移机等繁琐问题。 |
| 16 | 伺服电机驱动系统 | 采用纯伺服电机及驱动器与法兰盘式2-3弧分减速机系统,以确保设备极高速运行的稳定性及精度。 |
| 17 | 附件系统 | 采用定制式坦克链(管线防护),防飞溅烫伤烧伤防尘罩等辅助件,保证设备运动部件的安全运行及使用寿命。 |
| 18 | 油路润滑系统 | 采用自动定时供油实现运动部位全方位润滑功能,降低运动机械部件的磨损及稳定运行。 |
|
19 |
运行流程 |
|
| 序号 | 材质 | 厚度范围/mm | 材质 | 厚度范围 |
| 1 | 碳钢 | 0.5mm-12mm | 不锈钢 | 0.5mm-5mm |
| 2 | 镀锌管 | 0.5mm-8mm | 合金管 | 0.5mm-3mm |
| 3 | 适用最大长度 | 6000mm以内 | 尾料余料 | <70mm |
| 4 | 切割单件最长 | 1500mm | 运动轴数 | 5轴 |
| 5 | 运动方式 | 拉料旋转切割 | 管径范围 | 10-90mm(工件外接圆) |



