

在激光切割过程中,影响切割质量性能的主要因素包括激光束质量,激光功率,切割速度,工件厚度,材料类型等。除此之外,切割头喷嘴的设计也是一个重要因素。今天,我们将更多地了解喷嘴与激光切割机切割质量之间的关系。
喷嘴通常安装在激光切割头的前端,这首先有助于控制辅助气体并保护聚焦透镜。
1.当喷嘴的中心与激光的中心不同时,对切割质量的影响:
影响切割部分。当喷射切割气体时,气体体积不均匀,因此切割部分更可能具有熔化的一侧,而另一侧则没有。特别地,当切割金属板厚度超过3mm时,其效果更加严重,并且有时无法切割。
影响尖角的质量。当切割具有尖角或小角度的工件时,可能会发生局部过度熔化。切割厚板时,可能无法切割。
影响穿孔。特别是对于厚板,穿孔过程中不稳定,时间不易控制,厚板的渗透可能引起过熔融。

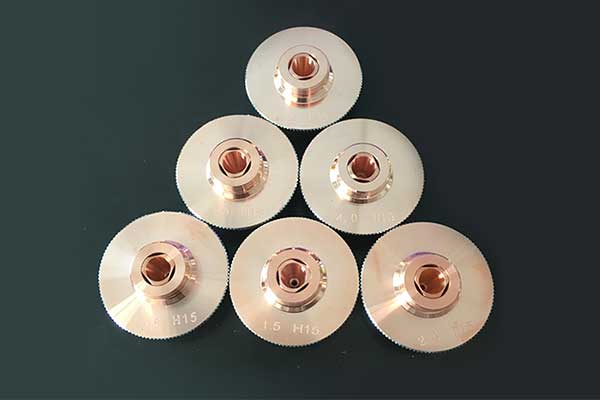
2.喷嘴直径不同时,对切割质量的影响:
喷嘴具有不同的直径,例如φ1.0mm,φ1.5mm,φ2.0mm,φ2.5mm,φ3.0mm。当前,喷嘴孔经常以两种尺寸使用:φ1.5mm和φ2mm。
φ1.5mm更适合3mm以下的板材,切割面更薄;如果使用φ2mm,则切削面会变厚,并且角部容易熔化。
3mm以上的厚板:由于切割能力强,散热时间更长,切割时间也相对增加。φ1.5mm时,气体扩散面积小,使用时不稳定,但基本上可以使用。φ2mm时,气体扩散面积大,气体流速慢,因此切割时稳定。
φ2.5mm的直径只能用于10mm以上的厚板切割。总之,喷嘴孔的尺寸对切割质量和穿孔质量有严重影响。目前,激光切割使用的是直径为1.5毫米和2毫米的喷嘴
在切割过程中,工件与喷嘴保持稳定的距离,以防止飞溅在切割过程中反弹。喷嘴的直径决定了进入狭缝的气流的形状,气体扩散区域和气体流速,从而影响熔体的去除和切割的稳定性。进入狭缝的气体流量大,速度快,工件在气流中的位置适当,并且喷射熔体的能力更强。因此,选择的喷嘴孔径越大,对聚焦镜的保护就越差,因为切割时熔化的火花飞溅,炸弹的机会很大,因此透镜的寿命会缩短。
注意:当喷嘴变形或喷嘴熔化时,其对切割质量的影响与上述相同。因此,喷嘴应小心放置,并且不得损坏以避免变形;喷嘴上的熔体污渍应及时清除。喷嘴的质量在制造时非常准确,并且需要正确的安装方法。如果在切割过程中由于喷嘴质量不佳而改变了条件,则应及时更换喷嘴。